Naše domy jsou stavěny společností VST Production a jejím patentovaným systémem. VST systém je rakousko-slovenský stavební systém s 20 + letými zkušenostmi, pomocí kterého se již postavilo více než 35 000 bytů a jiných ubytovacích kapacit, převážně v západní EU.
Nyní tento unikátní stavební systém přinášíme i pro segment domů.
Nabízíme cenově dostupný a zdravý životní prostor pro současné i budoucí generace. Chceme rozšířit jeho používání ze západní Evropy směrem k našemu regionu.
Vyvíjení udržitelných stavebních prvků šetřících zdroje.

Nabízíme cenově dostupný a zdravý životní prostor pro současné i budoucí generace. Chceme rozšířit jeho používání ze západní Evropy směrem k našemu regionu.
Vyvíjení udržitelných stavebních prvků šetřících zdroje.
První automatizovaná výrobní linka společnosti VST BUILDING TECHNOLOGIES AG byla otevřena v Nitře na Slovensku na podzim roku 2013. Jedná se o nejmodernější a největší závod – s plochou téměř 17 000 m2 – na výrobu stavebních prvků, jako jsou stěny a desky, v Evropě.
Ve výrobním závodě VST v Nitře vyrábíme patentovaný systém kompozitního bednění VST pro „off-site construction“ podle individuálních návrhů zákazníků. Automatizace výrobní linky představuje technologický průlom v industrializaci výroby komponentů, protože celý výrobní proces je díky ní mnohem efektivnější a hospodárnější. Na jedné straně se snižuje spotřeba surovin ve výrobě a na druhé straně se snižuje potřeba pracovních sil. Automatizace také výrazně zvýšila celkovou výrobní kapacitu závodu v Nitře.

Skupina VST má dlouholeté zkušenosti na trhu s kompozitními bednicími technologiemi a nabízí stavebníkům řešení na míru pro moderní výstavbu díky inovativním patentovaným technologiím a komponentům, které jsou přizpůsobeny konkrétnímu projektu.
Technologie VST se používá především v bytové výstavbě. Kromě dodávek stavebních prvků nabízí VST také hrubé stavby a inženýrské služby pro stavební projekty. V Německu a Rakousku nabízí VST také veškeré stavební služby až po výstavbu na klíč…
Díky vysokému stupni průmyslové prefabrikace a eliminaci bednění lze dobu výstavby výrazně zkrátit ve srovnání s jinými stavebními metodami.
Technologie VST je vysoce vzduchotěsná, což šetří náklady na vytápění a chlazení. Prvky VST mají navíc tepelně izolační účinek.
Díky přemístění pracovních kroků do závodu VST již není nutné provádět práce na místě. Tím se zkracuje doba výstavby i náklady.
Systém VST je kompatibilní se stavebními metodami, jako jsou betonové prefabrikáty nebo v kombinaci s dřevěnými konstrukčními prvky.
Systém VST dokáže vyrobit každý prvek na milimetr přesně podle požadavků zákazníka. Možné jsou i speciální prvky, jako jsou zaoblené struktury.
Přesunutí mnoha pracovních kroků do bezpečného prostředí závodu VST zvyšuje bezpečnost na staveništi a snižuje množství odpadu na staveništi na minimum.
Díky nehořlavému povrchu cementotřískových desek a betonovému jádru je zaručena rozsáhlá požární ochrana prvků VST.
Budovy VST jsou masivní železobetonové konstrukce, které mají monolitické betonové jádro (to znamená, že betonové jádro prochází souvisle celou budovou).
Prvky VST mají hladký povrch připravený k malování. Vyplňování nebo omítání proto není nutné. Pouze v oblasti spár se používá specifická struktura nátěru.
Inovativní prvky VST (v překladu: technologie kompozitního bednění) jsou vyrobeny z cementotřískových desek o tloušťce 24 mm, které sestávají ze 70% cementu a 30% dřevěných částic.

V roce 2012 dosáhla skupina VST významného pokroku v dalším vývoji technologií: vyvinula a uvedla do praxe nový proces, který umožňuje automatizovanou výrobu komponentů VST. Tento proces byl zaregistrován jako celosvětový patent. Výrobní závod v Nitře je jedním z nejmodernějších z hlediska výrobní technologie a s plochou téměř 17 000 m2 je jedním z největších závodů na výrobu stavebních prvků, jako jsou stěny a stropy, v Evropě.
Ve výrobním závodě VST v Nitře se patentovaný systém kompozitního bednění VST kompletně průmyslově prefabrikuje jako off-site construction podle individuálních návrhů zákazníka. Automatizace výrobního závodu představuje technologický průlom v industrializaci výroby stavebních prvků, protože celý výrobní proces je díky ní mnohem efektivnější a šetří zdroje. Na jedné straně se snižuje spotřeba surovin ve výrobě a na druhé straně se snižuje potřeba pracovních sil. Automatizace také výrazně zvýšila celkovou výrobní kapacitu závodu v Nitře.
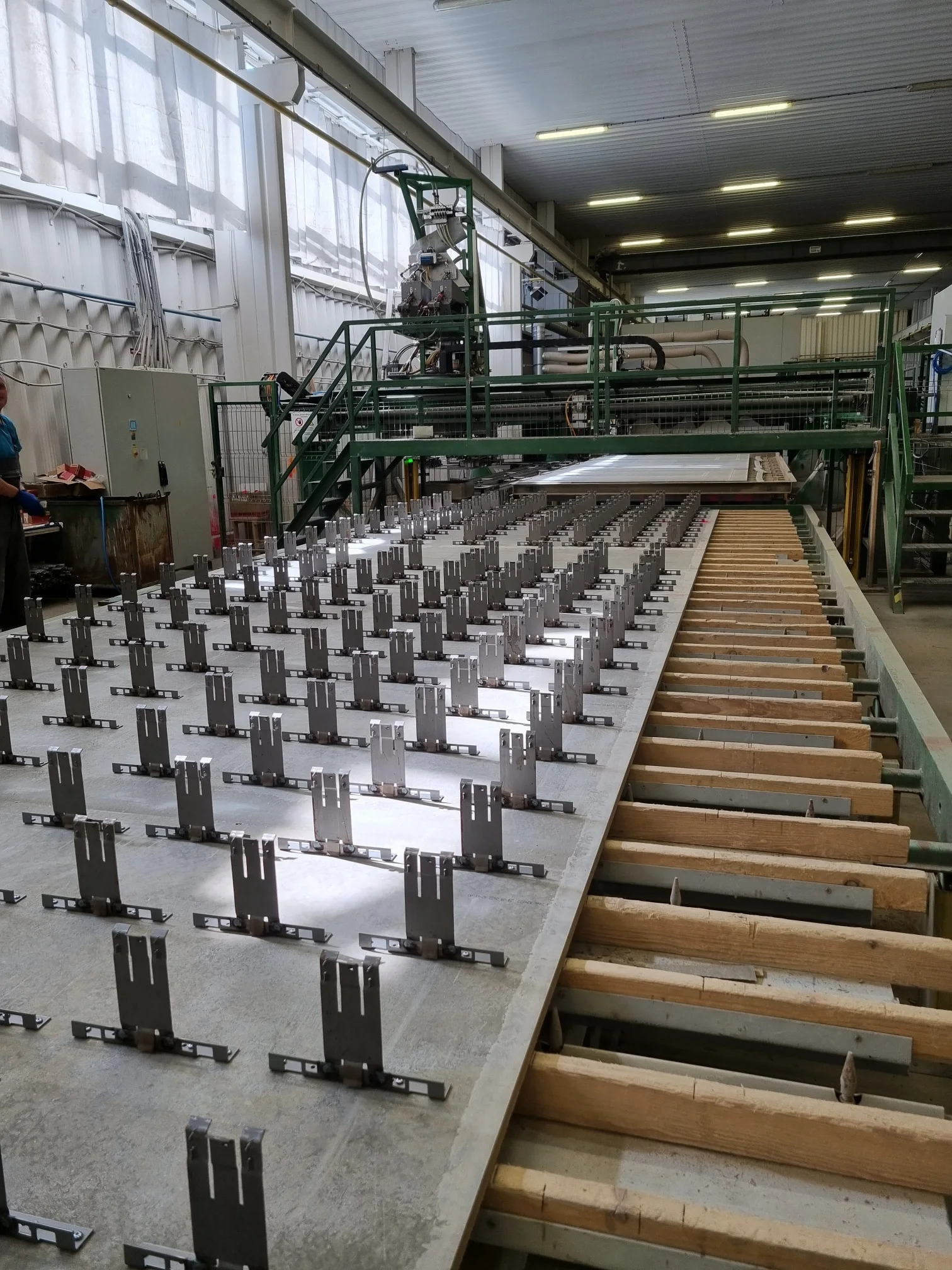
Cementotřískové desky se standardním rozměrem 1200mm x 3200mm se manipulačním robotem umístí na dopravníkový systém, kde se provede kontrola vstupního materiálu – desky. Desky se automaticky posouvají přes stroj na opracování hran, ve kterém se při průchodu vyfrézuje pero a drážka na obou dlouhých hranách desky a poté se nanese lepidlo. Jednotlivé desky se stáhnou k sobě a slisují, čímž se vytvoří “nekonečná“ deska.
Po spojení standardních deskových prvků se “nekonečná“ deska okamžitě nařeže na požadovanou délku stěnového prvku. Další operací je vyříznutí všech potřebných otvorů (okenní či dveřní otvory, otvory pro elektrodózy či různé průchodky vzduchotechniky či jiné technologické otvory). Všechny tyto řezy se provádějí vodním paprskem, přičemž řezání touto technologií přináší nesčetné výhody. Vysoká přesnost +/-0,5mm, řezání komplikovaných tvarů, možnost řezání šikmých řezů, žádná tepelná změna materiálu, šířka řezu 1,5mm, bezprašnost a pod.
Dva šroubovací roboty s uchopovacími zařízeními speciálně upravenými pro distanční profily současně šroubují distanční profily na desky. Po překlopení desek do svislé polohy se desky přemístí na pracoviště, kde se podle výrobní dokumentace osadí výztuž a všechny potřebné součásti (elektroinstalační trubky, elektrorozvody, dopravní závěsy, sanitární a topné trubky atd.). Poté se obě poloviny stěny srazí k sobě. Hotové stěny se pomocí mostového jeřábu převezou do dokončovací stanice, kde se provede konečné dokončení stěny, výstupní kontrola a stěna se přemístí do přepravního stojanu.
Automatizovaná výrobní linka je řízena speciálně vyvinutým softwarem. Plány prvků, které se mají vyrobit, se nejprve vytvoří pomocí plánovacího softwaru. Data jsou poté odeslána do řídicího počítače, který je používá k výrobě prvků VST.
Tato linka vyrábí nestandardní prvky VST (stěny, atiky, nosníky, sloupy, schodiště atd.), které jsou vyráběny podle individuálních požadavků zákazníka. Základem manuální linky je univerzální pila s automatickým podávacím systémem a vakuovým manipulátorem. Pila je umístěna uprostřed obou výrobních linek a řeže cementotřískové desky na požadovanou velikost. Vyřeže také potřebné otvory (např. pro okna nebo dveře, elektrody a další technologické otvory).
Po provedení řezů se cementotřískové desky přesunou na šroubovací pracoviště, kde se přišroubují speciálně vyvinuté ocelové distanční profily. Distanční profily se připevňují pomocí pozinkovaných šroubů se zápustnou hlavou, aniž by šrouby pronikaly do povrchu prvků zevnitř. Tím se zachová nepoškozený pohledový povrch desky, který je již připraven k malování nebo nanášení tenkovrstvé stěrky.
Po zašroubování distančních profilů se poloviny prvků vloží do lisu. Před lisováním se instaluje výztužná síť. Kromě toho jsou v prvcích instalovány elektrické rozvody (včetně elektrických skříní), různé přechody a prostupy, případně topné a sanitární rozvody. Po sestavení všech komponent se obě poloviny prvků slisují k sobě a distanční profily se k sobě trvale připojí pomocí systému click.
Vyrobený prvek (stěna, sloup, nosník atd.) se poté přesune do dokončovací stanice, kde se prvek definitivně dokončí podle projektové dokumentace tak, aby byl připraven k přepravě a montáži na staveništi.
Po výstupní kontrole je prvek naložen do přepravního stojanu.